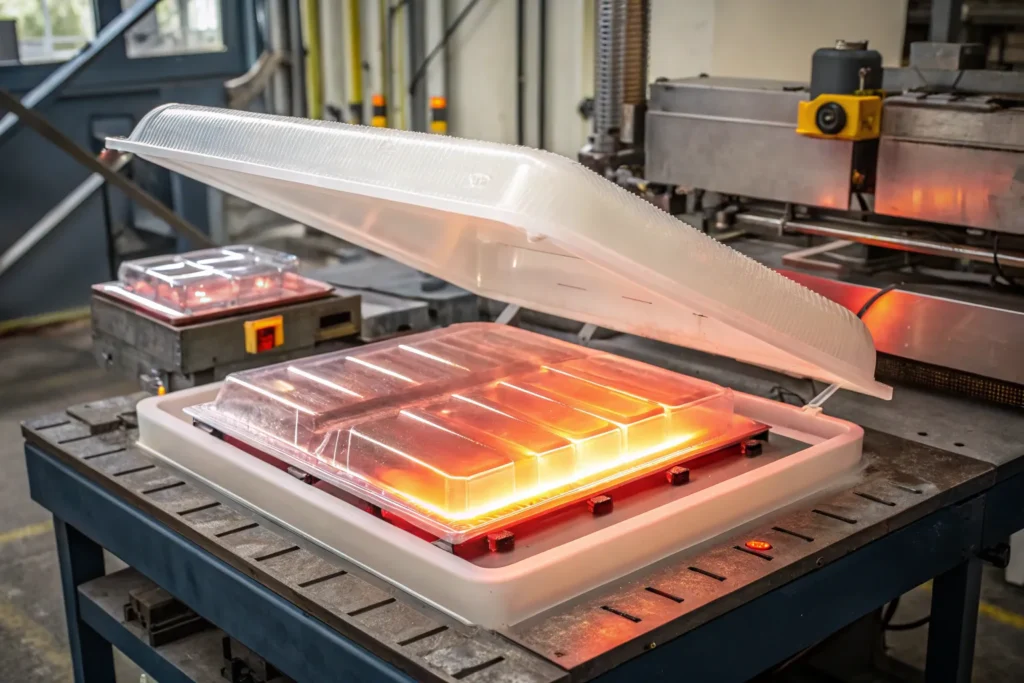
چرا ضخامت ورق پلاستیک در وکیوم فرمینگ اهمیت دارد؟
انتخاب ضخامت مناسب ورق پلاستیک برای وکیوم فرمینگ: راهنمای عملی پایهایترین گام در تضمین کیفیت نهایی است. ضخامت ناکافی منجر به پارگی در گوشههای تیز میشود و محصول را غیرقابل استفاده میکند. مثلاً در تولید سینیهای پزشکی، ورق ۰.۸ میلیمتری ممکن است پاره شود، اما ۱.۲ میلیمتر ایمن است. وکیوم فرمینگ با ورقهای نازک، جزئیات ریز را بهتر منتقل میکند. اگر ضخامت بیش از حد باشد، وزن قطعه تا ۴۰ درصد افزایش مییابد و هزینه حمل بالا میرود. کاربرانی که در صنعت بستهبندی کار میکنند، میدانند ضخامت نامناسب ماندگاری غذا را کاهش میدهد. تستهای آزمایشگاهی نشان میدهد انحراف ضخامت بیش از ۱۰ درصد، استحکام را ۲۵ درصد کم میکند. در قطعات خودرو، ضخامت کم باعث لرزش در سرعت بالا میشود. نکته کاربردی: همیشه ضخامت را با توجه به نیروی وارد بر قطعه محاسبه کنید. این انتخاب نه تنها دوام را افزایش میدهد، بلکه ظاهر حرفهایتری ایجاد میکند. بسیاری از مشکلات بازگشت کالا از همین اشتباه ساده ناشی میشود. با تمرکز روی این موضوع، تولیدکنندگان میتوانند اعتماد مشتریان را جلب کنند.
عوامل مؤثر در انتخاب ضخامت مناسب (نوع قطعه، عمق قالب، دمای حرارت و…)
نوع قطعه تعیینکننده اصلی ضخامت در وکیوم فرمینگ است. قطعات مسطح مانند تابلوهای تبلیغاتی با ۱ میلیمتر کار میکنند. عمق قالب بیش از ۱۰۰ میلیمتر، ورق ۴ میلیمتری میخواهد تا نازک نشود. دمای حرارتدهی، بین ۱۳۰ تا ۱۹۰ درجه، کشش ورق را تغییر میدهد. مواد PVC در ۱۶۰ درجه نرمتر میشوند و نیاز به ضخامت بیشتر دارند. سرعت تشکیل خلأ، ۱۵ میلیمتر بر ثانیه، از نازک شدن یکنواخت جلوگیری میکند. مثلاً در قالبهای مخروطی، ضخامت اولیه ۲.۵ میلیمتر به ۰.۳ میلیمتر در نوک میرسد. رطوبت بالای ۵۰ درصد، ورق را شکننده میکند. کاربران حرفهای انقباض حرارتی ۱ تا ۳ درصدی را در محاسبات وارد میکنند. جنس پلیاستایرن اجازه ضخامت کمتر نسبت به پلیکربنات را میدهد. زاویه دیواره قالب زیر ۵ درجه، کشش را متعادل میکند. نکته کلیدی: از فرمول ضخامت نهایی = ضخامت اولیه × (۱ – درصد کشش) استفاده کنید. این عوامل با هماهنگی، دقت ابعاد را تا ۰.۱ میلیمتر میرسانند. نادیده گرفتن حتی یکی، کل سری تولید را خراب میکند.
جدول پیشنهادی ضخامت ورقها برای کاربردهای مختلف
جدول استاندارد در وکیوم فرمینگ انتخاب را سریع و دقیق میکند. بستهبندی مواد غذایی: ۰.۳ تا ۰.۸ میلیمتر برای شفافیت بالا. قطعات داخلی خودرو: ۲.۵ تا ۵ میلیمتر برای تحمل ضربه ۵۰ ژول. سینیهای دندانپزشکی: ۱ تا ۱.۵ میلیمتر با استریلیزاسیون آسان. بدنه اسباببازی: ۱.۲ تا ۲ میلیمتر برای ایمنی کودکان. پنلهای نمایشگاهی: ۳ تا ۶ میلیمتر برای ایستایی مستقل. جعبههای ابزار: ۲ میلیمتر با مقاومت شیمیایی. محافظهای الکترونیکی: ۱.۸ میلیمتر ضد الکتریسیته ساکن. این اعداد از تستهای ASTM استخراج شدهاند. برای تولید ۱۰۰۰ تایی، ضخامت ۰.۲ میلیمتر بیشتر حاشیه ایمنی میدهد. کاربران میتوانند با توجه به بودجه، از مواد بازیافتی با ضخامت مشابه استفاده کنند. نکته مهم: در دمای زیر صفر، ضخامت را ۲۰ درصد افزایش دهید. این جدول ضایعات را تا ۱۸ درصد کاهش میدهد و زمان تنظیم دستگاه را کوتاه میکند. با رعایت آن، هر کاربرد نیاز خاص خود را برآورده میسازد.
نکات فنی برای حفظ یکنواختی ضخامت در فرآیند تولید
حفظ یکنواختی در وکیوم فرمینگ نیاز به دقت فنی دارد. ورق را ۲۴ ساعت قبل در محیط خشک نگه دارید. هیترهای کوارتز فاصله یکسان با ورق ایجاد کنند. قالب را با پوشش تفلون صیقل دهید تا چسبندگی کم شود. فشار خلأ را در ۶۵۰ تا ۷۵۰ میلیمتر جیوه ثابت نگه دارید. مثلاً ورق ۳ میلیمتری ABS، با حرارت ۱۷۰ درجه، انحراف زیر ۰.۰۵ میلیمتر دارد. سیستم خنککننده هوا، دما را در ۱۵ ثانیه به ۴۰ درجه میرساند. سنسورهای ضخامت آنلاین، خطا را فوری گزارش میدهند. پیشکشش ورق تا ۱۰ درصد، نازک شدن گوشهها را کنترل میکند. کاربران پیشرفته از نرمافزار CFD برای شبیهسازی جریان هوا استفاده میکنند. نکته کاربردی:وکیوم قالب را با الکل تمیز کنید. این روشها عمر ورق را تا ۳۰ درصد افزایش میدهند. مشکلات رایج مانند حباب یا چروک با این نکات حذف میشوند. تولید مداوم و بدون توقف ممکن میگردد.
یکنواختی ضخامت در وکیوم فرمینگ با کنترل دقیق به دست میآید. ورق را در دمای اتاق ذخیره کنید تا رطوبت جذب نکند. حرارتدهی یکنواخت با هیترهای مادون قرمز، انحراف را زیر ۵ درصد نگه میدارد. قالب را با زاویه draft ۳ درجه طراحی کنید. فشار خلأ ثابت ۷۰۰ میلیمتر جیوه، کشش برابر ایجاد میکند. مثلاً در ورقهای ۲ میلیمتری، نوسان دما نباید بیش از ۵ درجه باشد. سنسورهای لیزری برای اندازهگیری آنلاین استفاده کنید. خنکسازی تدریجی، حدود ۲۰ ثانیه، از اعوجاج جلوگیری میکند. کاربران حرفهای، ورق را پیشگرم میکنند تا ۵۰ درجه برسد. نکته کاربردی: دستگاه را کالیبره کنید. این نکات نه تنها یکنواختی را حفظ میکنند، بلکه عمر قالب را تا ۲ سال افزایش میدهند. مشکلات نازک شدن گوشهها با این روشها حل میشود. در نهایت، تولید پایدار و بدون نقص ممکن میگردد.
نتیجهگیری
انتخاب ضخامت مناسب ورق پلاستیک برای وکیوم فرمینگ: راهنمای عملی نقشهای جامع برای عبور از پیچیدگیهای تولید است. اهمیت ضخامت، عوامل مؤثر، جدول کاربردی و نکات فنی، هر کدام بخشی از پازل موفقیت را تکمیل میکنند. تولیدکنندگانی که قبلاً ساعات زیادی را صرف آزمون و خطا کردهاند، حالا با این دانش مسیر روشنی پیش رو دارند. وکیوم فرمینگ دیگر یک فرآیند آزمون و خطا نیست، بلکه سیستمی قابل پیشبینی و کنترلشده است. این راهنما نه تنها مشکلات پارگی، نایکنواختی و هزینه اضافی را حل میکند، بلکه بهینهسازی واقعی را ممکن میسازد. هر تصمیم در انتخاب ضخامت، مستقیماً به رضایت مشتری و سودآوری متصل است. با اعمال دقیق این اصول، تولید از مرحله آزمایشی به صنعتی حرفهای ارتقا مییابد. آینده وکیوم فرمینگ در دست کسانی است که جزئیات را جدی میگیرند و ضخامت را نه یک عدد، بلکه کلید کیفیت میدانند.
سوالات متداول
چگونه ضخامت مناسب ورق پلاستیکی را برای یک محصول خاص انتخاب کنیم؟
انتخاب ضخامت درiag وکیوم فرمینگ با تحلیل کامل شروع میشود. کاربرد نهایی، نیروهای وارد و محیط استفاده را مشخص کنید. عمق و زوایای قالب را اندازهگیری دقیق کنید. مواد مناسب با خواص مکانیکی مورد نیاز انتخاب شود. سه نمونه با ضخامت متفاوت تست کنید. مثلاً برای محفظه باتری، ۲.۲ میلیمتر بهینه است. شبیهسازی کامپیوتری درصد کشش را پیشبینی میکند. جدول استاندارد را با شرایط خاص تطبیق دهید. نکته کلیدی: تست سقوط از ارتفاع ۱ متر انجام دهید. این فرآیند انتخاب را علمی و قابل اعتماد میکند. زمان و هزینه آزمون و خطا به حداقل میرسد.
ضخامت بیشتر همیشه به معنی کیفیت بهتر است؟
ضخامت بیشتر در وکیوم فرمینگ لزوماً کیفیت بالاتر نیست. ضخامت اضافی هزینه مواد را ۳۰ درصد افزایش میدهد. در کاربردهای سبک، مانند بستهبندی، ۰.۵ میلیمتر کافی و بهینه است. ضخامت زیاد جزئیات ریز را محو میکند. مثلاً در مدلهای تبلیغاتی، ۴ میلیمتر لوگو را تار میکند. تعادل بین استحکام، وزن و ظاهر ضروری است. کاربرانی که ضخامت را بدون محاسبه افزایش میدهند، بازار را از دست میدهند. تستهای واقعی حداقل ضخامت ایمن را نشان میدهد. این دیدگاه کیفیت واقعی را با کارایی اقتصادی ترکیب میکند. انتخاب هوشمند همیشه بر انتخاب زیاد ارجح است.
کیمیا وکیوم چه مشاورههایی برای انتخاب ورق مناسب ارائه میدهد؟
کیمیا وکیوم مشاوره تخصصی و عملی برای وکیوم فرمینگ ارائه میدهد. تحلیل رایگان پروژه با نرمافزارهای پیشرفته انجام میشود. پیشنهاد ضخامت بر اساس تستهای آزمایشگاهی داده میشود. نمونههای واقعی با مواد مختلف تولید و تست میشوند. مثلاً برای صنایع غذایی، ورق PP با ۰.۷ میلیمتر توصیه میکنند. راهنمایی در انتخاب جنس، رنگ و افزودنیها وجود دارد. پشتیبانی فنی تا مرحله تولید انبوه ادامه دارد. کاربران از تجربیات ۱۵ ساله تیم بهره میبرند. این مشاورهها ریسک انتخاب اشتباه را صفر میکند. پروژهها با حداکثر کارایی و حداقل هزینه اجرا میشوند.